Call (832) 467-3636






NAVCO News
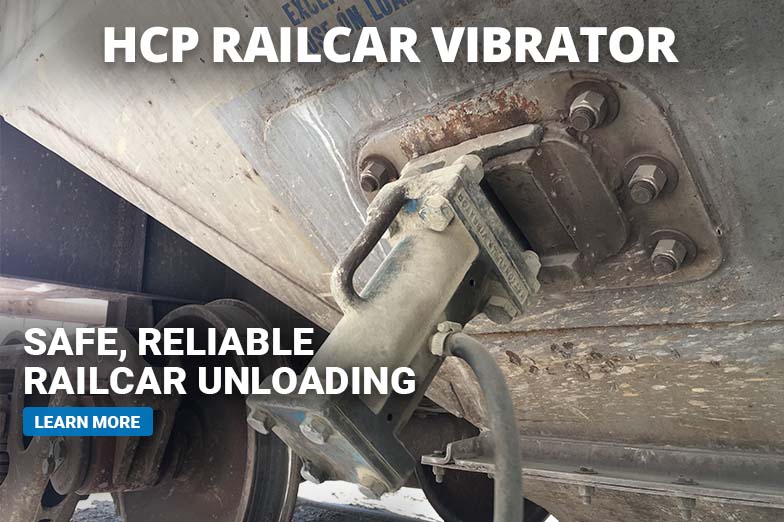
HCP Safety Lift Carts for Railcar Vibrators
HCP Safety Lift Carts are designed to aid railcar operators in placing and removing railcar vibrators into universal mounting brackets on hopper railcars. Manually maneuvering the railcar vibrators is a labor-intensive process with railcar vibrators varying in weight from 40 to 115 lbs. NAVCO offers our line of purposefully engineered HCP Safety Lift Carts to […]Learn More